Porcelain, Tungsten, and other yaks Yak shaving: Any apparently useless activity which, by allowing you to overcome intermediate difficulties, allows you to solve a larger problem.—Wiktionary I didn’t realize just how lucky I wa 2019-01-06 #microscopy #materials
The Move As the manifesto says: If you can’t fix it, you don’t own it. But you don’t truly appreciate how much you own until you need to move it. Moving our nine-year-old hackerspace turned out to be the major 2018-12-27 #hackery
Toorcamp 2018 Here’s the talk I gave at Toorcamp 2018 on making an FEG electron emitter: pdf | pptx. 2018-06-30 #microscopy #events
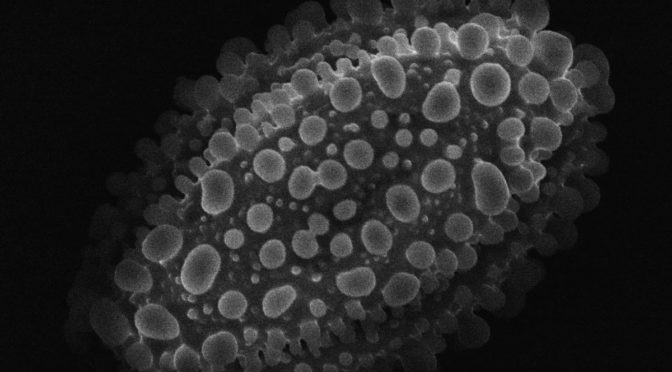
2017: Year in Review Looks like I haven’t made a lot of time for blogging this year. I’ve been too busy taking photos with Milly! Here are some of my favorites from the last twelve months. Pollen Animals New year’s 2017-12-27 #Milly #microscopy
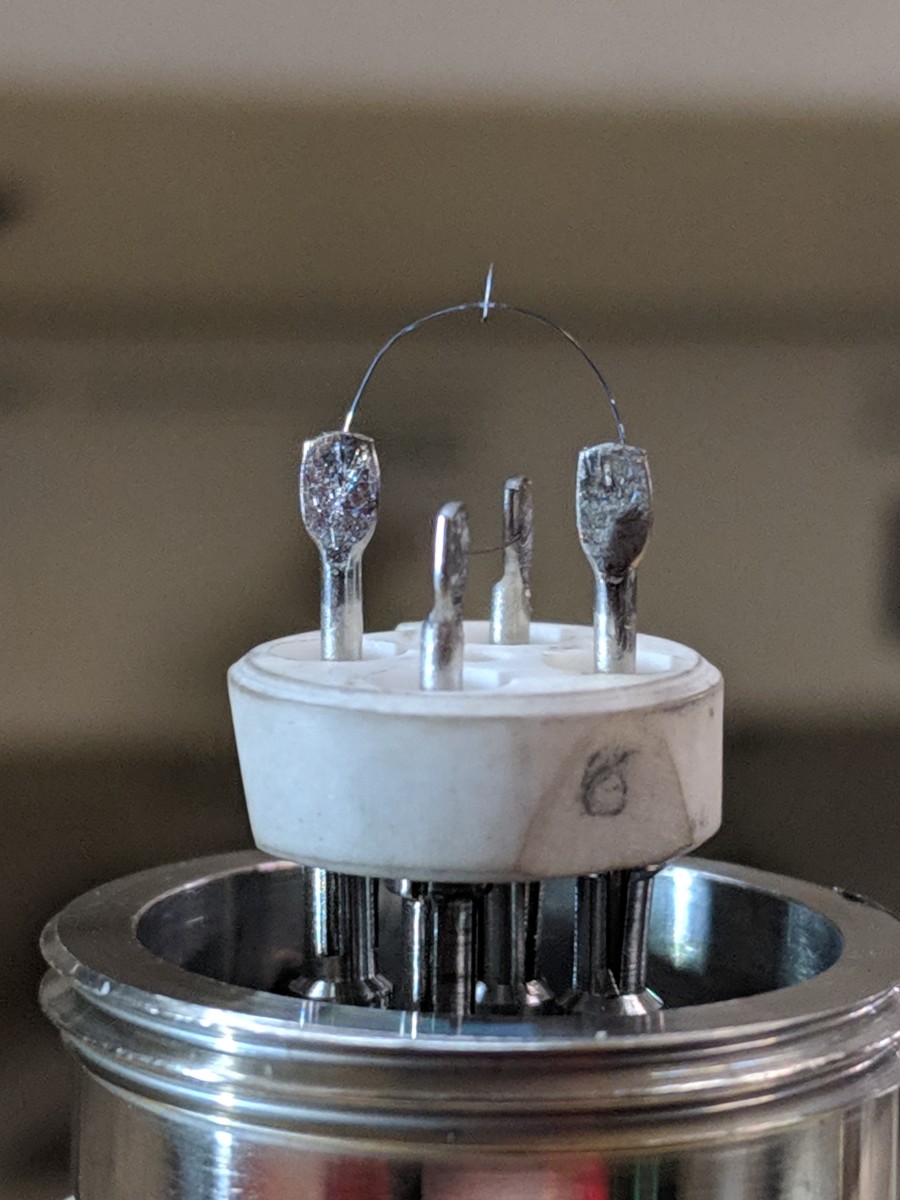
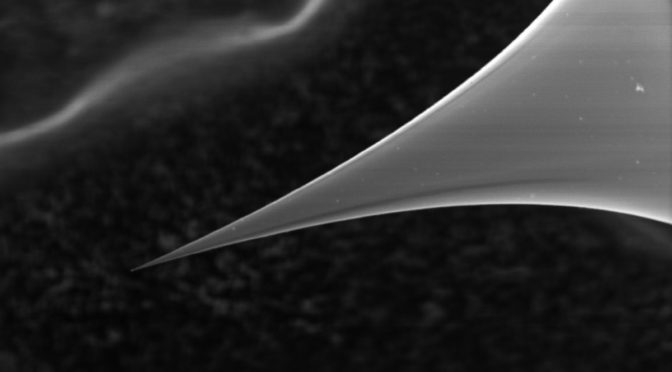
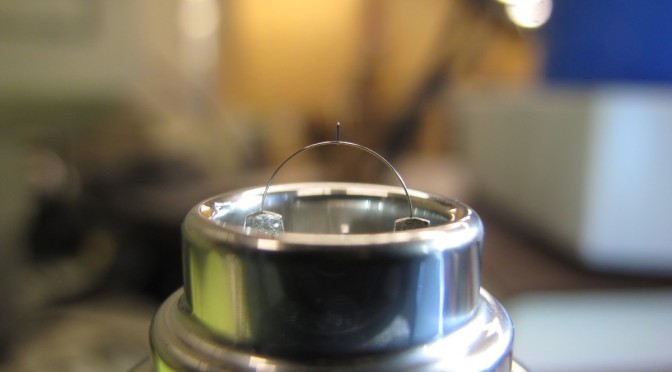
Experiments in nano manufacturing There’s Plenty of Room at the Bottom. —Richard Feynman With the recent demise of Milly’s electron emitter, I attempted to make a new one. Much to my surprise, it worked. Turns out making small 2017-01-18 #SEM #Milly #emitter #microscopy
New Year, New Emitter The quest for an ideal light source We can easily forgive a child who is afraid of the dark; the real tragedy of life is when men are afraid of the light. —Not Plato What exactly is an electron 2017-01-01 #SEM #Milly #microscopy
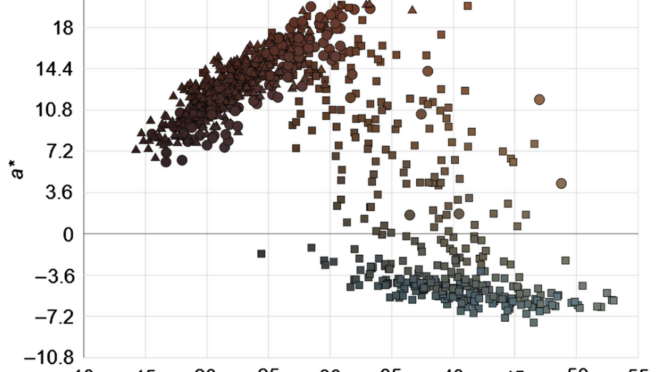
Look into my eyes What color are your eyes? There are many ways to answer that question. Statistically speaking, they’re probably brown. Unless you’re from northern Europe, in which case they’re probably blue. But wha 2016-08-02 #genomics #phenotype
My genome: Let me show you it tl;dr: download Rob’s source code In October 2015 I signed up as a beta tester for Arivale, a Seattle-based “scientific wellness” company. The service is something like nutritional-coach-meets-quantif 2016-08-01 #genomics
Shrinking on battery power Remember the hockey puck of doom that powers the Tesla Gun? It’s a ZVS driver (also called a Royer oscillator) that drives a flyback transformer using an 18V drill battery. I used to make them as 2016-07-24 electricity #high voltage #quarter shrinker
The Quarter Shrinker returns Back in 2009, I was one of several folks that built the coin shrinker at Hackerbot Labs. After several hundred firings and sitting in a closet for months, it badly needed some love. We moved it to my 2016-07-21 electricity > physics #high voltage #quarter shrinker